







Gwintowniki COMBOTAP jako najnowszy patent firmy YG-1


- Nowości i promocje
- Yg-1
- Gwintowniki COMBOTAP jako najnowszy patent firmy YG-1
Data dodania: 2011-09-24

Gwintowniki należą do najbardziej złożonych i kłopotliwych narzędzi dostępnych na rynku. Gwintowanie za ich pomocą jest zwykle wykonywane na końcowych etapach obróbki mechanicznej. Gwintowniki, w przeciwieństwie do innych narzędzi skrawających, takich jak frezy czy noże do gwintów, pozwalają na usuwanie materiału w wielu przejściach, w celu osiągnięcia końcowych wymiarów, odpowiedniej chropowatości i zachowania prostoliniowości czy prostopadłości części obrabianej.
Narzędzia jednoostrzowe i frezy umożliwiają względnie łatwe usuwanie wiórów. Aby otrzymać różne wyniki obróbki przy zastosowaniu wierteł i rozwiertaków, można zmieniać prędkości skrawania i posuwy, stosując cykl obróbki z zatrzymaniem/zmianą posuwu i/lub wycofaniem narzędzia (pecking cycle). Gwintownik natomiast wchodzi w otwór i po wyjściu gwint jest gotowy; nie można zmienić posuwu na obrót. Praca gwintownika jest ograniczona przez powiązanie posuwu na obrót ze skokiem gwintu. Podczas gwintowania występuje kilka problemów, które mają wpływ na pracę gwintownika w trakcie skrawania:
- w czasie gwintowania materiał części obrabianej ściśle otacza gwintownik, wywołując tarcie, które zwiększa moment skręcający oraz zużycie energii
- kurczenie się materiału części obrabianej powoduje wzrost momentu skręcającego
- gdy stosowany jest gwintownik ze spiralnymi rowkami wiórowymi, między wiórami, gwintownikiem i częścią obrabianą wytwarza się tarcie oraz ciepło, które mogą powodować problemy z wymiarami gwintu w materiałach mających tendencję do zachowywania się w sposób termoplastyczny. Prowadzi to do niezgodności wymiarowych przy skrawaniu gwintów w warunkach krytycznych
- gdy stosowany jest gwintownik ze spiralnymi rowkami wiórowymi, wióry pełzną w górę wzdłuż linii śrubowej, przez co chłodziwo nie penetruje miejsca, w którym jest potrzebne w czasie skrawania, co zwiększa tarcie i wydzielanie ciepła
- gwintowniki ze spiralnymi rowkami wiórowymi szczególnie mają tendencję do łamania się na początku ruchu powrotnego
- osiągają żądaną głębokość i zatrzymują się. Nie przechodzą dalej i nie zwalniają nacisku. Zatrzymują się w trakcie formowania się wióra i niedocięte wióry blokują gwintownik. Gdy gwintownik rozpoczyna ruch powrotny, musi się wyswobodzić z tych wszystkich przeszkód. I w tym momencie często pęka
- ograniczona długość fazy (części prowadzącej) gwintownika z rowkami spiralnymi powoduje wykonanie w ślepym otworze gwintu o zmniejszonym luzie
- w czasie jednego obrotu gwintownik powinien usunąć całą objętość materiału, wynikającą z wielkości normatywnej gwintu. Np. gwintownik M12 - 1,75 usunie więcej materiału niż gwintownik M12 - 1. Gwintownik ma ograniczenie w zakresie posuwu na obrót, który jest równy skokowi gwintu. Prędkość posuwu jest dla gwintownika rzeczywiście dużo większa niż prędkości stosowane dla większości pozostałych narzędzi skrawających
- jeden z głównych problemów w stosowaniu gwintowników wynika ze zmian momentu skręcającego w trakcie procesu gwintowania. Dzieje się tak od chwili, gdy pierwszy ścięty ząb dotyka części obrabianej i rozpoczyna skrawanie materiału poprzez zagłębianie się w otwór gwintu przy nieprzerwanym ruchu obrotowym aż do momentu, gdy gwintownik zatrzymuje się i rozpoczyna ruch powrotny do pozycji wyjściowej (rys. 1).
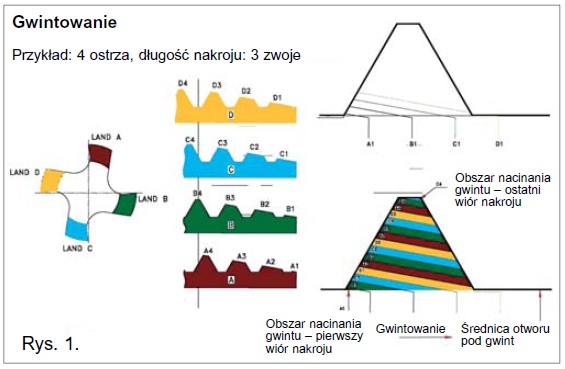
Nacinanie pełnego profilu gwintu (zwój po zwoju)
Gwintowniki są wprowadzane do otworów o średnicy większej niż średnica rdzenia gwintownika. Skrawanie rozpoczyna pierwszy ząb, który jest ścięty. Pozostawia on pewną ilość materiału do zebrania dla następnego zęba. Gwintownik obraca się i zagłębia w otwór, a skrawanie rozpoczyna trzeci ścięty ząb. Usuwa on materiał pozostawiony przez drugi ząb ścięty, przygotowując drogę dla pierwszego zęba pełnego, który właściwie usuwa tylko mały szczyt piramidy materiału, kończąc wykonanie pełnego kształtu gwintu. Wszystkie pozostałe zęby wzdłuż „drogi cięcia” spełniają jedynie rolę liniowego i obwodowego prowadzenia i nie wykonują skrawania. Zęby ścięte, które są najbardziej obciążone w trakcie gwintowania, podlegają największemu momentowi skręcającemu i mają największy wpływ na wyniki gwintowania. Dlatego też zasadniczo gwintownik należy traktować jak jednoostrzowe narzędzie skrawające.Co to jest średnica podziałowa?
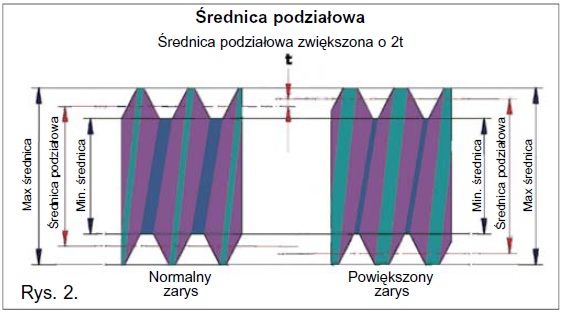
Średnica podziałowa jest średnicą teoretyczną. Na danej, teoretycznej średnicy podziałowej występuje określona szerokość zarysu gwintu lub wrębu. Nie jest to właściwie średnica, która jest rzeczywiście mierzona.
Co rozumiemy przez za duży gwint?
Gdy gwintownik zagłębia się w otwór i z jakiegoś powodu nacisk pochodzący od posuwu będzie większy od jego skoku, spowoduje on, że gwintownik będzie się zagłębiał nieco szybciej niż powinien, zgodnie z własnym skokiem. Powoduje to nacisk na górne powierzchnie boczne gwintu i „struganie” materiału w miejscu, gdzie nie powinien być on strugany (rys. 2)
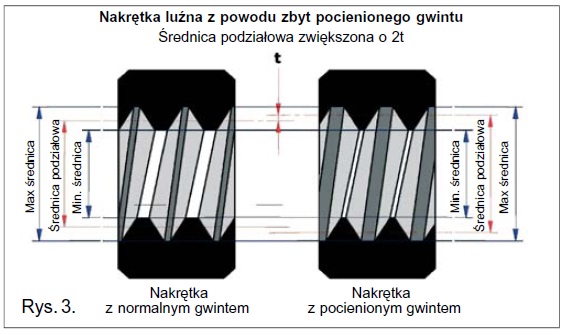
W przypadkach, gdy gwintownik podczas zawracania i wycofywania się z otworu, porusza się szybciej niż powinien, „struga” on wtedy dolne powierzchnie boczne gwintowanego otworu. W rezultacie „ostrugane” powierzchnie powodują powstanie zbyt szerokiej przestrzeni międzyzębnej. Na obwodzie – zarówno na dnie, jak i na grzbiecie gwintu – nie musi występować żaden efekt powiększenia gwintu, ale tego nie mierzy się sprawdzianami do gwintu. Sprawdziany mierzą natomiast szerokość wrębu zarysu gwintu i gdy gwintownik
„ostruga” dolne lub górne powierzchnie boczne gwintu, sprawdzian przechodni – mierzący przestrzeń między zębami gwintu – będzie wkręcał się luźniej niż powinien, a otwór gwintowy będzie wystarczająco duży, aby wkręcił się w niego sprawdzian nieprzechodni. Zjawisko to powoduje więc powstawanie braków i dyskwalifikację części. Za duża średnica podziałowa lub za duży gwint związane są ze zbyt dużą przestrzenią między zębami, co powoduje, że śruba o normalnej szerokości zarysu może przejść teoretycznie przez gwintowany otwór bez dotykania zębów. Prawie zawsze za duży gwint jest wynikiem „strugania” bocznych powierzchni zarysu gwintu w czasie procesu gwintowania (rys. 3).
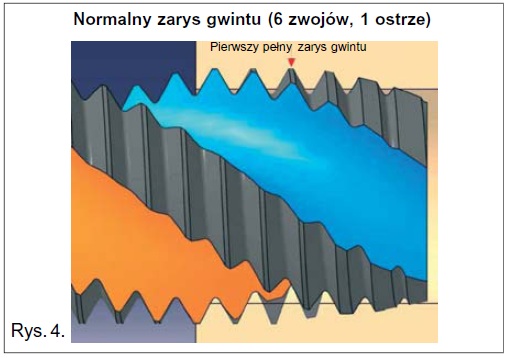
Gdy wystąpi problem za dużego gwintu, jest podejrzenie, że gwintownik źle pracuje. Jednak w większości przypadków powodem jest maszyna gwintująca, lub występowanie siły poosiowej (siła reakcji), co wynika z geometrii rowka wiórowego. Siły poosiowe i siły skrawania wpływają na kierunek, w którym gwintownik jest odpychany lub wciągany do/z otworu. Gwintowniki zakończone rowkiem spiralnym (gwintowniki lufowe) są wypychane z gwintowanego otworu, a gwintowniki ze spiralnym rowkiem wiórowym są wciągane do otworu (rys. 4).
W wyniku działania tych nieskompensowanych sił poosiowych może występować problem niewłaściwego nacinania („strugania”) gwintu, które prowadzi do wykonania braku (rys. 5).

Wynikiem opisanych problemów jest traktowanie gwintownika jako produktu niszowego. Różne rodzaje obrabianych mechanicznie materiałów i warunki ich obróbki powodują powstawanie olbrzymiej i prawie nieograniczonej różnorodności geometrii gwintowników, materiałów narzędziowych, obróbki cieplnej i pokryć. To z kolei powoduje wiele problemów w trakcie doboru odpowiednich gwintowników dla danej obróbki.
Firma YG-1 LCo Ltd z Korei Południowej znalazła rozwiązanie zapobiegające zbyt szybkiemu zagłębianiu się gwintownika w gwintowany otwór. Zapobiega ono także zbyt szerokiemu „struganiu” boków gwintu i zapewnia idealny kształt gwintu. Dlatego rozwiązuje problemy z za dużym gwintem (rys. 6).
Opatentowany gwintownik „COMBO” – nadający się zarówno do otworów ślepych, jak i przelotowych – służy do rozwiązania problemu za pomocą specjalnej geometrii gwintu. Ta specjalna geometria gwintu działa jak hamulec, zapobiegając zbyt dużemu posuwowi (błędne skrawanie poosiowe) gwintownika, a w związku z tym powstawaniu za dużego gwintu. Dodatkowo geometria gwintownika powoduje kompensację sił, zmniejszając tym samym zużycie gwintownika i zwiększając jego trwałość. Opatentowany gwintownik „COMBO” pozwala na zastosowanie zwiększonego kąta przyłożenia, zmniejszenie momentu skręcającego narzędzie, zmniejszenie zapotrzebowania mocy przy gwintowaniu oraz zmniejszenie tarcia. Nacinanie gwintu jest łatwiejsze i bardziej płynne, przy lepszej ewakuacji wiórów. Gwintownik pozwala również na zmniejszenie zapasów narzędzi i obróbkę większego zakresu materiałów (stale węglowe, stale stopowe, stale kwasoodporne, stale narzędziowe itp.).
Avi Dov – inżynier technolog z ponad 40-letnim doświadczeniem w przemyśle narzędzi skrawających.



